如何解決瓦楞紙板彎翹問題,
廣州UV油墨廠家給您出解決方案
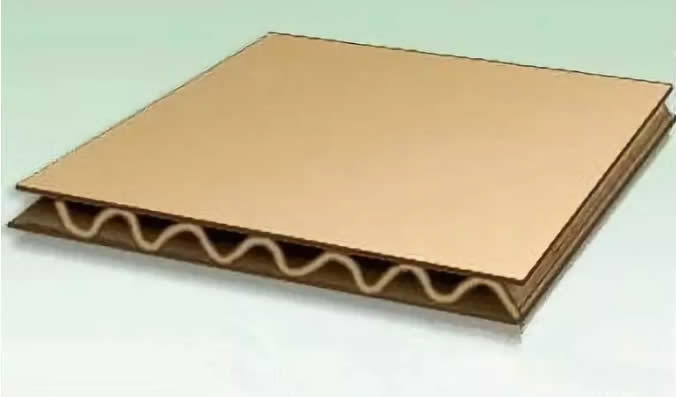
瓦楞紙板平整度是紙箱生產技術中的重要指標之一,它直接關系到產品印刷、模切或開槽切角的質量。
瓦楞紙板彎翹,會產生:
瓦楞紙板多拱形狀、機械化吸附式送印時容易卡住及造成紙板報廢而被迫停機清理;
雙色印刷或多色印刷中容易產生著墨不勻、套色不準、顏色疊邊出現空隙等;
在開槽機上開槽走位,紙箱上下搖蓋重疊或離縫;
模切送料同樣會產生卡住和模切走位等弊病,均有可能導致紙板報廢、或設備損傷而被迫停機整理。
總之,紙板平整度差會使送料不便并造成生產過程中次廢品增多。
為了提高瓦楞紙板平整度,確保產品質量合格率和正常的生產效率,我們在紙箱生產實踐中不斷測試分析,摸索出了一些改進方法,現概括如下:
瓦楞紙板平整度差的外觀形狀
瓦楞紙板平整度差的外觀形狀大體分為三種:橫向拱形、縱向拱形和任意拱形。
橫向拱形,是指沿著瓦楞方向產生的拱形;
縱向拱形,是指紙板沿著生產線速度方向產生的拱形。
任意拱形,是指沿著任意方向產生起伏的拱形。
面紙表面拱起的稱為正拱形,里紙表面拱起的稱為負拱形,面、里紙表面各有起伏的稱為正負拱形。
影響紙板平整度的主要原因
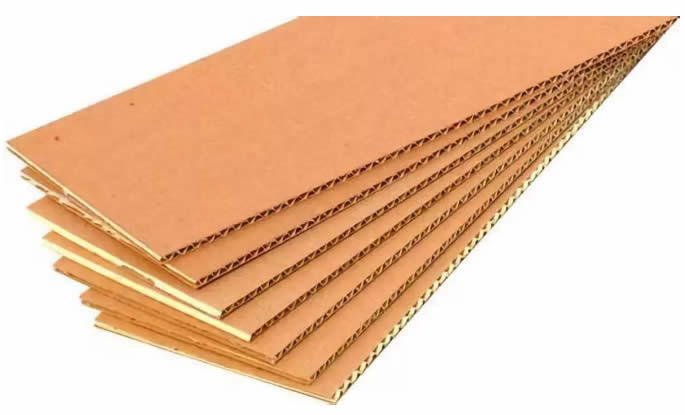
① 面里紙種類、等級不同。
有進口、國產牛皮紙、仿牛皮紙、瓦楞紙、茶板紙、高強度瓦楞紙等,又分A、B、C、D、E級。按紙質差用料,一般面紙比里紙要好些。
② 面里紙主要技術參數不同。
從紙箱性能要求或用戶從降低成本考慮,要求紙箱的面里紙有別,通常是:
面里紙定量不同。有面紙比里紙定量大的,也有小的。
面紙里紙含水率不同。因供貨方、運輸庫存等環境濕度不同,有面紙比里紙含水率大的,也有小的。
面里紙定量、含水率都不同。一是面紙定量大于里紙,含水率大于里紙或小于里紙;二是面紙定量小于里紙,含水率大于里紙或小于里紙。
③ 同批紙含水率不同。
一部分紙含水率大于另一部分紙或筒紙兩端間、外緣側與內;芯側含水率不同。
④ 紙經預熱器的(包角)受熱面,長度選擇和調節不當或(包角)受熱而長度不能任意選擇或調節,影響了預熱烘干效果。
⑤ 不能正確使用蒸汽噴霧裝置或設備上無噴霧裝置,因而不能任意增添紙的濕度。
⑥ 紙經預熱后散發水分時間不足或環境濕度大、通風差、生產線速度不當。
⑦ 單面瓦楞機、涂膠機的上膠量不當、不均而引進紙板收縮不均。
⑧ 蒸汽壓力不足、不穩,疏水閥等配件損壞或管道積水末排凈導致預熱器不能正常穩定工作。
有關因素、參數測試及定性分析
針對如何改進紙板平整度的問題,我們對常用的幾種紙的物理性能、工藝設備等有關因素、參數進行了測試及簡要定性分析。
① 同種紙質定量增加,收縮率稍有減少。
部分進口牛皮紙、國產牛(仿)皮紙、茶板紙、高強度瓦楞紙的定量、含水率、收縮率之間的關系。
② 瓦楞紙板生產線所供蒸汽壓力與預熱器表面溫度成正比。氣壓越高,預熱器表面溫度越高。
③ 定量大、含水率高的紙,預熱烘干慢,反之則快。
不同定量、含水率的紙,在氣壓1.0Mpa/cm2(172℃)預熱器上預熱烘干所需時間。
④ 紙在預熱器上烘干受熱面長度(包角)越大,含水越低。
含水率10%的不同定量的紙在預熱器溫度172℃,生產線速度0.83m/s的情況下,受熱面長度與烘后含水率的關系。
⑤ 單面瓦楞紙在預熱后,自然散發水分慢,電扇通風散發水分快。
定量220g/m2與150g/m2單面瓦楞紙經172g/m2預熱后含水率為13%,在溫室20℃,濕度65%的環境中水分的自然散發與電扇通風散發快慢對比。
定性分析
上述測試結果表明,紙質、定量、含水率不同,它的收縮率也不同,這是紙的重要物理性質。面里紙用料相同,紙板容易達到較好的平整度,反之就難。要綜合考慮以上五個主要因素的變化,進行適當的調節。
平整度的好差取決于各層紙的收縮率大小,要使紙板具有較好的平整度,各層紙的收縮率就必須基本相同,其中最為主要的是面里紙。
面紙收縮率小于里紙呈正拱形,反之呈負拱形,面里紙收縮率局部不均則成正負拱形。從生產線紙板形成的過程分析,控制收縮率大小可分兩個階段。
① 瓦楞形成階段
即為原紙投料至二次涂膠之前的各道工序,是控制收縮率的關鍵階段。
要根據面里夾瓦各層紙質、蒸汽壓力、環境溫度和濕度的實際情況,分別選擇調節好預熱溫度、受熱面(包角)長度、通風散發水分方式、蒸汽噴霧、上膠量、生產線速度技術參數,使各層紙通過合適有效的工序控制,各自自由收縮,最終收縮率達到基本相同。
② 紙板成形階段
即為二次涂膠至后道工序的粘合、烘干和燙平。此時,各層紙已不能各自自由收縮,粘成紙板后各層紙收縮受到互相制約,粘合點可謂是紙板產生拱形的始點。
要選擇和調節好上膠量、烘板溫度、生產線速度等技術參數,把收縮率的差異控制到最小限度,盡可能燙平紙板產生的拱形。
瓦楞紙板平整度的改進思路
① 要求供方提供的原紙具有合格穩定的定量和含水率,運輸及裝卸中避免雨水淋濕,廠內儲存時保持基本恒定的環境濕度。
② 面里紙選料盡可能采用同種紙質或定量、含水率、等級基本相同的紙質。
③ 含水率大的紙經預熱器的受熱面(包角)長度加大、用電扇通風、增加散發水分時間,減慢生產線速度;含水率小的紙經預熱器的(包角)受熱面長度減小、自然通風、蒸汽噴霧,加快生產線速度。
④ 各層紙的上膠量保持一致,沿瓦楞方向全幅寬度上上膠量均勻適中。
⑤ 氣壓穩定、疏水閥等管道配件保持正常功能。
影響瓦楞紙板平整度的因素很多,會隨著平整度各因素之間的變化,改進需因地制宜,有的放矢,抓住主要矛盾力求解決。下面舉例說明生產單雙瓦楞紙板中常見的問題。
★ 紙板橫向呈拱形
已知:面紙為250g/m2A級牛皮紙,含水率7.7%;(夾)瓦紙為150g/m2國產高強度瓦楞紙含水率10%;里紙為250g/m29B級牛皮紙,含水率14%;氣壓1.1Mpa/cm2,生產線速度60m/min。
【改進方法】:
① 里(夾)瓦紙經預熱器(包角)受熱面長度分別增加1至1.6倍、0.5至1.1倍。
② 里(夾)瓦線在生產線橋架上移動處采用0.9KW電尉中速通風,車間開窗自然通風。
③ 面紙均勻少量蒸氣噴霧。
④ 生產線速度減至50m/min左右。
按上述選擇參數適當調節,原橫向正拱形可以消失。
【紙板從縱向呈負拱形改進方法】:
① 面紙在三層預熱器前增加運動阻力,加大筒紙旋轉制動力。
② 里瓦紙在三層預熱器前的導向輪、張緊輪等減少運動阻力。
③ 適當調節后原縱向正拱形可以消失。
★ 紙板橫向呈負拱形
已知:面紙為200g/nfB級仿牛皮紙,含水率8%;氣壓1.0Mpa/cnf;生產線速度50m/min。
【改進方法】:
① 面(夾)瓦紙經預熱器受熱面長度分別增加0.9至1.4、0.6至1.12倍。
② 里紙減少預熱器受熱面長度或用蒸汽少量噴霧。
③ 生產線速度增至60m/rain左右。
【紙板縱向呈負拱形改進方法】:
① 面紙在三層預熱器前減少運動阻力少筒紙旋轉制動力。
② 里瓦紙在三層預熱器前的導向輪、張緊輪等增加運動阻力。適當調節后原縱向正拱形可以消失。
★ 紙板縱向呈負拱形
已知:面紙為200g/m2B級牛皮紙,含水率13%;(夾)瓦紙為150g/m2高強度瓦楞紙,含水率10%;里紙用200g/m2B級仿牛皮紙,含水率8%;氣壓1.0Mpa/cm2;生產線速度50m/rain。
【改進方法】:
① 面(夾)瓦紙經預熱器受熱面長度分別增加0.9至1.4、0.6至1.1倍。
② 里紙減少預熱器受熱面長度或用蒸汽少量噴霧。
③ 生產線速度增至60m/min左右。
【紙板縱向呈負拱形改進方法】:
① 面紙在三層預熱器前減少運動阻力,減少筒紙旋轉制動力。
② 里瓦線在三層預熱器前的導向張緊等增加運動阻力。
★ 紙板呈正負拱形
因正負拱形一般有兩種,改進方法各異此僅說明常見的橫向正負拱形。
已知:面紙為180g/m2牛皮紙,含水率8值14%;氣壓為1.1Mpa/cm2;生產線速度70m/min。
【改進方法】:
① 在橫向正拱形區域內面紙局部用蒸汽噴。
② 在橫向負拱形區域內里紙局部蒸汽噴霧。
③ 生產線速度減至60m/min左右。
④ 對里瓦紙進行180°方向調整。
另外,有一種彌補方法,就是對剛從生產線制成的部分拱形較大的紙板,以10片左右為一疊正反疊放后上方加壓板,讓紙板在半成品存放過程中受到正反壓平的外力作用,數小時后(據廠房通風、散熱條件)可以達到較好的平整度。
設想與建議
目前,隨著包裝工業生產自動化水平的提高,紙板印刷、模切、開槽切角、粘合、裝訂、捆扎等多功能機作業和紙箱用戶的機包裝生產線得到廣泛應用,平整度的要求越來越高,不符合要求的紙板便會被包裝生產線自動停機或退出。我們認為針對瓦楞紙板平整度應有一個規范,這樣便于操作者和質檢員遵循作業檢測,有利于控制工序質量。
瓦楞紙板平整度須在無任何外力作用下水平放置后測量,以弦高為量值。平整度分為3級:
一級精度適合印刷模切開槽切角等多功能機生產,用于精度高的機包裝紙箱;
二級精度適合印開模切機生產,用于精度較高的包裝紙箱;
三級精度適合印刷、分切壓痕、開槽機等單機生產,用于精度一般的包裝紙箱。
★ 改進完善瓦楞紙板生產線設備
① 各層紙需要的預熱器,特別是面里紙需用的預熱器,要能使紙的受熱面長度(包角)可任意調節;
② 各紙經過預熱器后散發水分要有足夠空間,特別是保證面紙散發水分的空間;
③ 各紙預熱后散發水分的區域需加設電扇通風裝置。
相信今天的分享一定幫助很多小伙伴解決了在瓦楞紙板彎翹方面的問題,好的文章需要大家的支持與轉發,歡迎推薦給身邊需要的小伙伴哦~
華南地區專業生產
紙袋包裝油墨的廠家--廣州市阿爾斯油墨有限公司
廣州市阿爾斯油墨有限公司成立于2004年,占地面積約20000平方米,已通過ISO9001:2015國際質量管理體系認證、ISO14001:2015國際環境管理體系認證國家環境標志產品認證(綠色十環認證),獲得美國大豆環保協會認證,并當選為中國日用化工協會油墨分會第八屆理事會理事單位。產品符合國家標準、歐盟新標準、美國限制指令等環保要求。
公司成立以來,始終秉承“銳意創新、與時俱進”的可持續發展戰略,不斷開發出具有競爭力的新產品。提出了《UV膠印油墨質量可控制性》的基礎理論,攻克了膠印印前存在的一系列難題。公司主營“A爾斯”戰略品牌下的平版UV膠印油墨、膠印輪轉熱固油墨、膠印輪轉冷固油墨;膠印UV油墨(膠印紫外光固化油墨)、UV涂布光油、UV涂布逆向光油;水性涂布光油、水性涂布啞油等系列產品已得到了印刷行業的認可。公司本著“以客為先”的經營理念,著力于UV膠印油墨在實踐應用中的難題,加大科研力度連續攻克了膠印存在的一系列難:特別是“A爾斯”啞粉紙油墨解決了啞粉紙印刷長期存在容易拖花、脫色等問題;“A爾斯”合成紙油墨解決了金銀卡紙印刷長期存在附著力差、容易脫落、上機容易結皮、印品難干等問題;“A爾斯”UV涂布逆向光油解決了UV印刷長期存在的易爆、易脫、難燙金等問題,填補了國內外同類產品多項空白。“A爾斯”系列產品無論是普通UV膠印油墨還是UV膠印油墨的質量均居全國前列,特別是在抗磨、防脫方面已達到國際領先水平,得到了各地相關企業的一致好評,在印刷領域也得到了廣泛的應用。


 售前客服
售前客服